
電 話:0531-85961536
傳 真:0531-85960671
郵 箱:2696010290@qq.com
網 址:kr29d.cn
地 址:山東省濟南市槐蔭區新沙工業園新四街13號
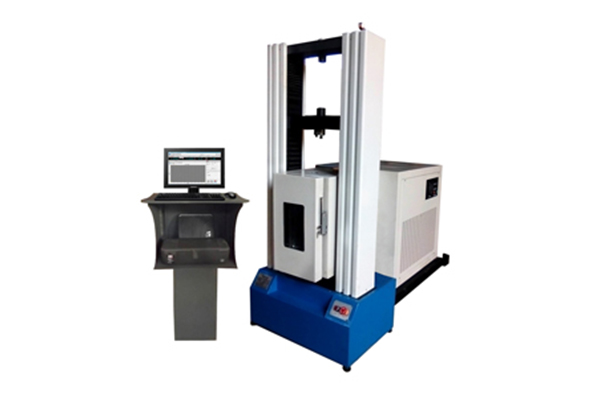
裝有電子測力裝置的拉力試驗機,可以認為在標準所給出的各試驗速度下完全無慣性。但這未必適用于通常和它們一起使用的電子記錄儀,定制電子拉力試驗機在許多情況下這些記錄儀的動態不準確度大大超過它們的靜態不準確度。電子拉力試驗機廠所有的機電式記錄儀都存在動態誤差,此誤差通常來源于由裝置的慣性而產生的加速度誤差和由機械與靜電的摩擦作用引起的筆的滯后誤差。記錄儀動態準確度的測量最好通過記錄試驗過程中的誤差信號大小來實現。

電子拉力機夾具的正確使用方式應該是:在試件的夾持長度與夾具齒面長度相同時,先借助外力推動鉗口,使其在夾持面上產生初始摩擦力,再通過電子拉力機橫梁的移動對試樣加載,摩擦力拉動鉗口(楔形口)時由于斜面的作用,軸向拉力越大,產生的夾持力也越大,定制電子拉力試驗機試驗機夾具體上有兩個斜面的楔形口正是依據上述夾持方式,按照接受均勻壓應力設計的。電子拉力試驗機廠但是,有些操作人員并沒有按照電子拉力機的使用要求進行操作,試樣夾持長度較短,或者是試樣加工的就太短,造成楔形口斜面受力不均,楔形口局部應力遠遠超過材料的屈服強度,從而使楔形口產生塑性變形、嚴重外翻,使楔形口斜面塌陷或磨損。夾具在這種情況下繼續使用,減小了楔形口的角度,使夾具本體受力狀態惡化而出現打滑現象。

首先將拉力試驗機主體及測力計搬至混凝土的基底上,接著根據地基圖與外形,調整好主體與測力計之間的間隔,還要調整好方向,然后選用較小的薄鐵塊分別插進到測力計和主體的底下部,定制電子拉力試驗機用0.05/1000精度的方形水平儀別離進行校準;主體開始的校準可在立柱縱橫的兩個不一樣部位上,;使用方形水平儀進行測量,鉛垂度需小于0.3/1000,最終,電子拉力試驗機廠可以用方形的水平儀靠在油缸表面面上縱橫的兩位置,校準其鉛的垂度。通過第一步對金屬拉力試驗機進行位置固定及精度校準后,開始接通電源、灌油和油管進行試樣,對整機精度進行校準,這樣才能使差錯不得小于0.10/1000.接下來還需要水泥漿把機座地下的空地悉數填死,進行水泥漿的添補過程時應保證試驗機機座與水泥基底的很好的相連,以防在使用試驗機的過程中因遭到震動而形成拉力機不水平。

使用萬能材料拉力試驗機所測驗的最常見的項目是拉伸強度和拉伸模量、曲折強度和模量。依照ASTM D 638和ISO 527進行拉伸實驗時,樣條的兩端都有夾具夾緊,一個夾具是中止的,定制電子拉力試驗機另一個固定在十字頭上,違背固定夾具移動,牽引樣條直至樣條呈現開裂,電子拉力試驗機廠開裂時十字頭會主動中止。曲折實驗時(ASTM D790 、D6272以及ISO178),樣條被放在實驗機固定機床的兩個支座上。這個實驗中,十字頭移動的方向與拉伸實驗中移動方向相反,向一個沒有支撐的中心推進而不是牽引樣條,直至樣條曲折甚至開裂。由于大都熱塑性塑料資料不會在這個實驗中開裂,所以不可能核算開裂曲折強度。因此,規范的實驗辦法需求核算應變為5%時的曲折應力。
企業電話0531-85961536
企業郵箱2696010290@qq.com
公司地址山東省濟南市槐蔭區新沙工業園新四街13號






